Mineral washing plant, or mineral washing system provides specific solutions for the mineral washing, dry heap of finished products, purification of tail water, and dry discharge of solid waste. It can be used across a wide variety of applications within the aggregates, river sand, crushed sand, sea sand, frac sand, gravel, quartz sand, fluorite, granite, potassium sodium feldspar, clay, coal and many more materials. Mineral washing plants are capable of processing 10-300 tons per hour.
Mineral washing plant is a highly integrated station mainly for screening, cleaning, dehydrating, fines recovering, solid-liquid separating, sludge dewatering and other aspects. In the whole system, materials are effectively screened, cleaned and dehydrated, and with the features of excellent effect, saves resources, reduces water consumption, excellent continuous work performance, easy maintainance, long service life. This system is the first of its kind in Longding environmental technology, with domestic leading level and international advanced, and meets environmental protection requirements.

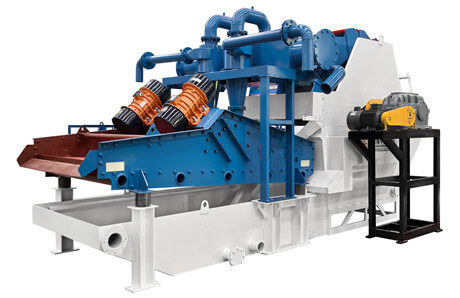
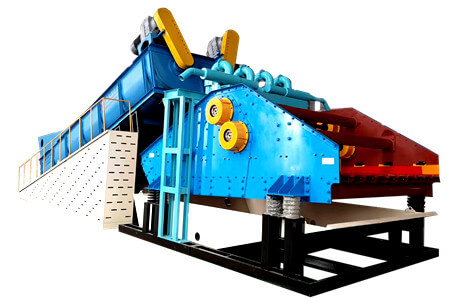
Vibrating screen: for classifying, circular vibrating screen or a roller screen both can be used.
Sand washing machine: to realize the washing, dehydration and recovery of the material under vibrating screen through the sand washing and recycling machine,
Thickener: realize the separation and purification of muddy water by the concentration.
Filter press: the concentrated sludge from thickener is pressed into mud cake by filter press to achieve sludge dewatering and dry heap.
The process is mainly divided into the following five steps
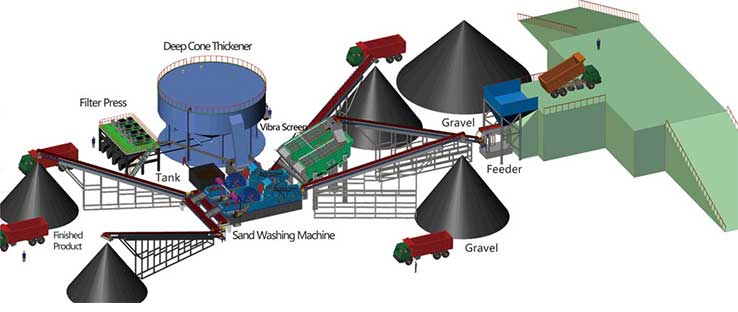
Screening: material is conveyed by a belt conveyor to circular vibrating screen or trommel screen to separate out several parts of different sizes.
Cleaning and dehydration: the undersize part that meets specification enters the cleaning tank of sand washing machine. The washing wheel impeller rotates, material in washing tank is stirred, and the cleaning operation is performed to remove impurities covering the surface of material. After washing, the coarse-grained material is sent to dewatering screen for dewatering.
Fines recovery: the overflow of washing machine enters tail water collecting tank through the pipeline, and is driven into hydrocyclone separator by slurry pump, so the sediment is separated by separator. After recovery, fine material is discharged to dewatering sieve and evenly distributed with coarse material. After mixing and dehydration, the belt conveyor transport the finished products to designated position.
Solid-liquid separation: at the same time, the muddy water suspended(does not exceed 5%) by separator is discharged into the sewage pool, and then the tail water is pumped from the sewage pool into the filter tank for sludge water separation operation. The filter tank treats about 80% of the tail water into clean water and then directly enters the clear water pool through the overflow port.
Sludge dewatering: The concentrated mud passes through the bottom of the filter tank and is pumped into the plate and frame filter press. The filter press presses the concentrated mud into a mud cake to realize dry pile, landfill or other uses. After the filter press, the clean water enters the clear water tank to realize the recycling of clean water and zero discharge of the entire process.
a. Sediment separation – recovery and dewatering of solid particles in materials
b. Mud water separation – muddy water purification from pre-work
c. Solid waste dry discharge – dry discharge and dry heap treatment of solid waste in tail water
a. Realize the recovery and dehydration of solid particles in material: the recovery rate of solid particles above -200 mesh is 80-90%, and the moisture content after dewatering as low as 12-15%. The amount of mud in finished sand is less than or equal to 3%, which is in line with the standard for commercial mixed sand.
b. Realize the purification and reuse of tailing water: the purified tail water suspension is lower than 300mg/L, which is higher than the third-level emission related to tail water discharge in the mining industry in GB8978 Integrated Wastewater Discharge Standard. The water reuse rate is greater than 90%, in line with national standards for water reuse in industrial mining, mineral processing, etc.
c. Realize dry pile and dry discharge of solid waste: the moisture content of pressure-filtered mud cake is less than 20%, which meets the national standards for dry storage or mixed landfill moisture content of solid waste.
1. Extracting the fines in raw material can effectively reduce the load of subsequent equipment, thereby reducing the damage to equipment components, and prolong the service life of equipment. At the same time, the device model can be reduced, thereby reducing the investment and footprint.
2. Sediment separation, mud water separation and solid waste dry discharge, the steps are clear and the division of labor is meticulous. The unique structural design of each machine can maximize its function for simple and efficient purposes.
3. The reasonable waterway design of fine sand recovery machine, including backwater regulation and overflow regulation, which makes the recovery effect of the whole machine more ideal.
4. The internal structure of thickener is designed according to the principle of fluid dynamics, taking full account of turbulent flow, sedimentation and other factors. In the case of the same amount of treatment, the volume is smaller and the amount of flocculant is more economical.
5. Filter press adopts fully automatic program-controlled pull plate technology, and a pressure gauge and an over-pressure protection return device are installed at the feed port to effectively protect the equipment components and the filter cloth from working under overload conditions.
6. Patent design, reasonable process, optimized structure, water and mud after treatment can meet national environmental protection requirements.
Please write down your requirement and contact details in the following form. You can also send a message to us by this sales@lyldkj.com, we will reply to you within 24 hours.